Конструкция шестерни, особенно для пластиковых зубчатых колес, значительно отличается от традиционных конструкций плесени. Ключевые параметры, такие как толщина зуба (длина дуги между двумя сторонами зубчатого зуба), модуль (размер передачи параметров) и угол давления (острый угол между направлением силы и направлением движения, исключая трение), требуют регулировки на основе эмпирических данных.
В отличие от других процессов, шестерня не могут быть напрямую обработаны на основе скорости усадки. Профессиональные производители передач и коробки передач, используя долгосрочный опыт и сотрудничество с компаниями-программными компаниями, разработали специализированное программное обеспечение для расчета параметров полости коробки передач. Это программное обеспечение может напрямую генерировать параметры и профили передачи, помогая в модификации передач и повышая точность зуба. Давайте углубимся в тонкости дизайна пластиковой шестерни.
Конструкция полости для пластиковых форм
Проектирование полости для пластиковой шестерни всегда была технической проблемой в индустрии плесени, в первую очередь по двум причинам:
1. Точность в пластиковой скорости усадки:
Во время процесса формования пластиковых зубчатых колес пластиковые гранулы превращаются в расплавленное состояние при сильном огне, а затем остывают, образуя твердые пластиковые шестерни. Скорость усадки пластика во время этого процесса является значением диапазона, что затрудняет определение точных скоростей усадки.
2. Нелинейный расчет усадки для полостей плесени:
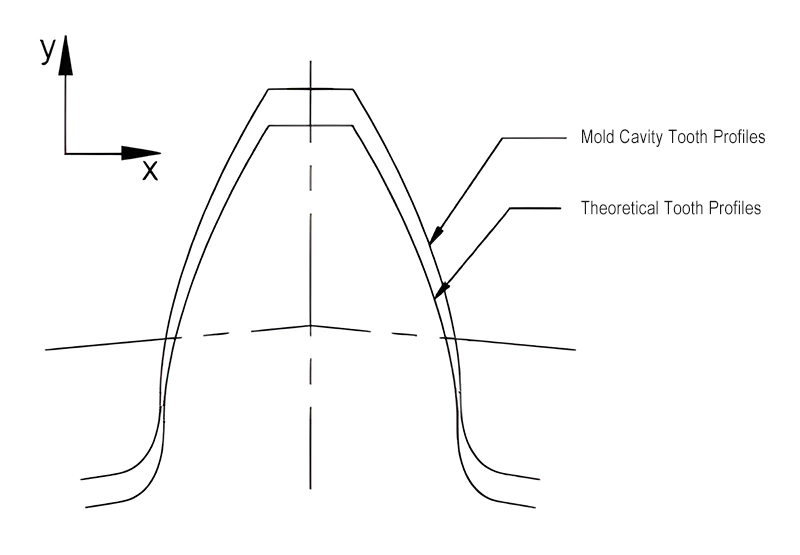
Для пластиковых шестерни с инъумитым модулем полость пресс -формы по сути представляет собой воображаемую передачу. Эта воображаемая передача отличается как от смещенных шестерни, так и от внутренних шестерни. После усадки это становится желаемой пластиковой передачей. Усадка на профиле зубов этой воображаемой передачи не является равномерной, как изотропная усадка, наблюдаемое в общих пластиковых деталях. На плоскости передачи усадка в направлениях x и y неравна, что приводит к нелинейной усадке, как показано на рисунке 1. Эта нелинейность значительно увеличивает сложность проектирования лежащих пластиковых полостей шестерни.
Правильный способ разработки полости формы передачи
Столкнувшись с этими техническими проблемами, используя метод изотропного усадки для проектирования полостей плесени, часто дает неоптимальные результаты. Основываясь на многолетнем практическом опыте и точной оценке скоростей усадки пластиковой усадки, мы рекомендуем использовать метод переменного модуля для теоретической конструкции полостей шестерни, а затем коррекция профиля зубов для обеспечения точности и рациональности полости плесени.
Метод переменного модуля предполагает, что на различных стадиях обработки диаметр базового круга, диаметр круга шага, диаметр круга приложения и диаметр круга дедендума остаются последовательными, пропорционально масштабируя или вниз, аналогично изменению радиального размера в простых деталях, подобных рукавам. Для круга шага передачи, как определено формулой d=MZ, он зависит только от модуля M и количества зубов z.
Поскольку количество зубов на определенной передаче является постоянным, мы можем рассмотреть изменение диаметра круга высоты во время обработки как изменение модуля. Этот принцип подразумевает, что пространство, охватываемое полостью пластиковой шестерни, представляет собой воображаемую передачу с постоянным количеством зубов и углом давления, с его канавками, образующими профиль зуба полости.
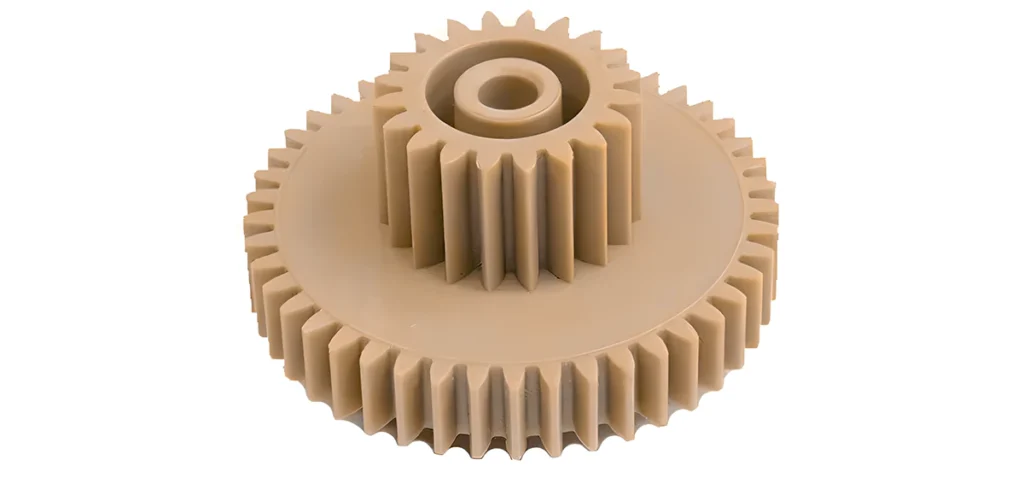
Мы можем рассчитать модуль этой воображаемой передачи, используя пропорциональный метод. Формула для этого расчета - m '= ({{1} η%) m. В этой формуле M 'представляет модуль профиля зуба полости плесени, M является теоретическим модулем спроектированной передачи, а η% - скорость усадки пластика. Заменив модуль M 'в соответствующую формулу расчета передач, результирующая шестерна представляет воображаемую передачу полости формы. Практика показала, что метод переменного модуля эффективно решает проблему нелинейной усадки в профилях Eailtue зуба, как показано продуктом полости плесени, показанного на рисунке 2.
Конструкция ворот для пластиковых шестерни
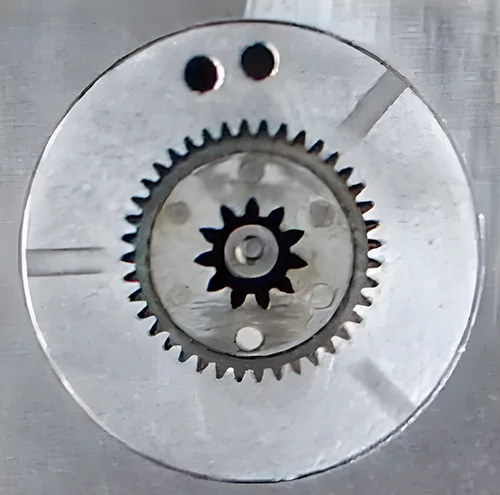
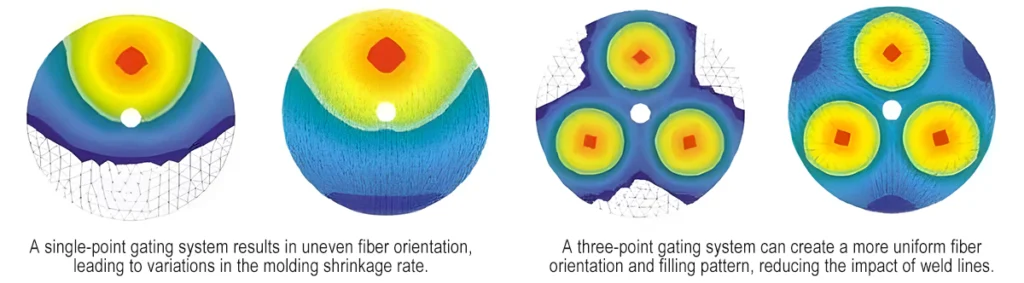
В процессе формованных пластиковых шестерни расположение ворот значительно влияет на точность передач, особенно на их радиальное разряд. Форма распределения затворов также решает, что влияет на общие механические свойства пластиковых зубчатых колес. При проектировании ворот для пластиковых шестерни, если продукт передачи позволяет, рекомендуется использовать трехточечную систему стробирования. В идеале эти три точки должны быть расположены на одной круглой дуге и равномерно распределены, как показано на рисунке 3.
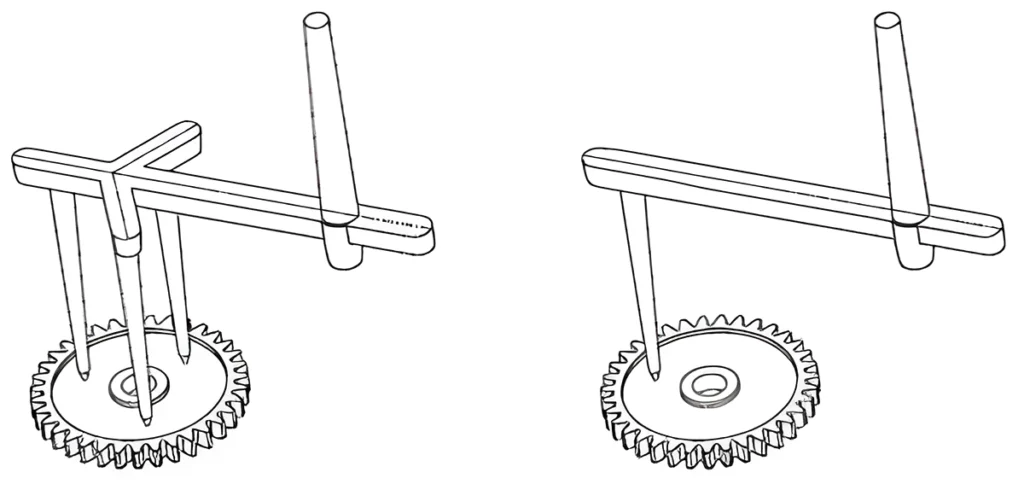
Используя трехточечную сбалансированную систему стробирования, пластиковая таяния радиально вытекает из ворот, сходившись на фронтах потока, образуя три линии сварки. На этих сварных линиях ориентация волокон, как правило, параллельна фронту потока. В Gears это приводит к тому, что волокна радиально распределяются на линии сварки, одновременно распределяются в других частях передачи. Это создает области низкой усадки вдоль линий сварки. Разница в ориентации волокна между линиями сварки и остальной частью передачи менее выражена, чем в шестернях с одним затвором, что приводит к более высокой точности передачи. На рисунке 4 показано схематическое сравнение ориентации волокон и заполнения при использовании одного эксцентричного затвора против трехточечного равномерно распределенного затвора.
Вентиляционная конструкция для пластиковых форм
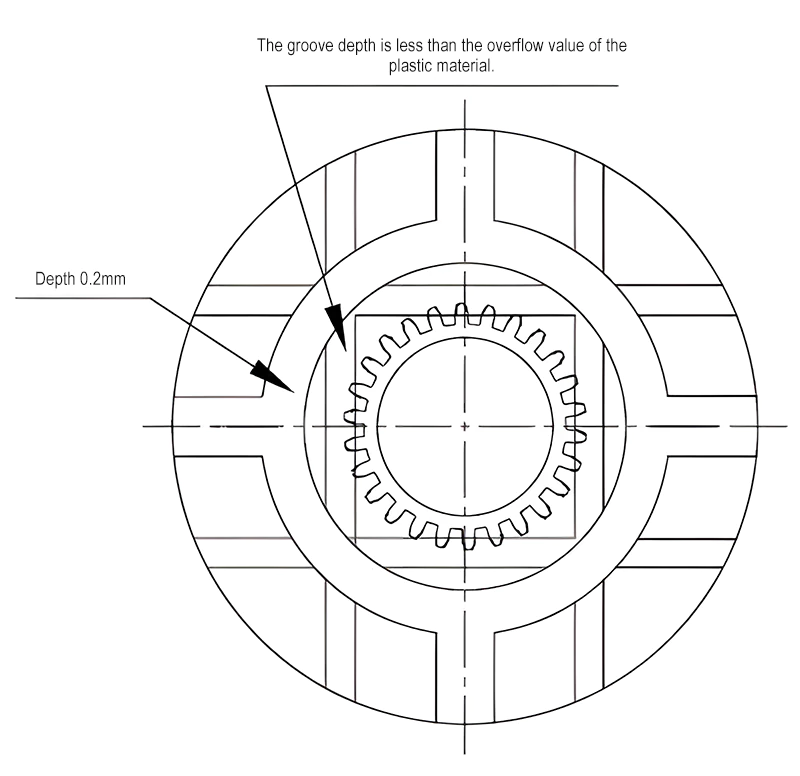
Вентиляция является важным аспектом, который следует учитывать в дизайне пластиковой формы. Для пластиковых шестерни особенно важна конструкция вентиляции на поверхностях зубов. Мы создаем большинство поверхностей шестерни с помощью шлифовальной машины. Этот процесс обеспечивает хорошую поверхность к поверхности. Тем не менее, это имеет тенденцию привести к недостаточному заполнению в последних областях во время процесса инъекции. Чтобы устранить захваченный воздух, необходимо создать вентиляционные канавки на поверхностях зубов. Как правило, конструкция этих вентиляционных канавок на поверхностях зуба, как показано на рисунке 5.
Конструкционная конструкция пластиковых шестерни
Учитывая, что пластиковая литья впрыска передачи часто использует точечные ворота, структура плесени обычно принимает дизайн с тремя тарелками. На рисунке 6 показана конструктивная диаграмма шестерни, а на рисунке 7 показана фактическая форма передачи. Принцип работы шестеренной формы заключается в следующем:
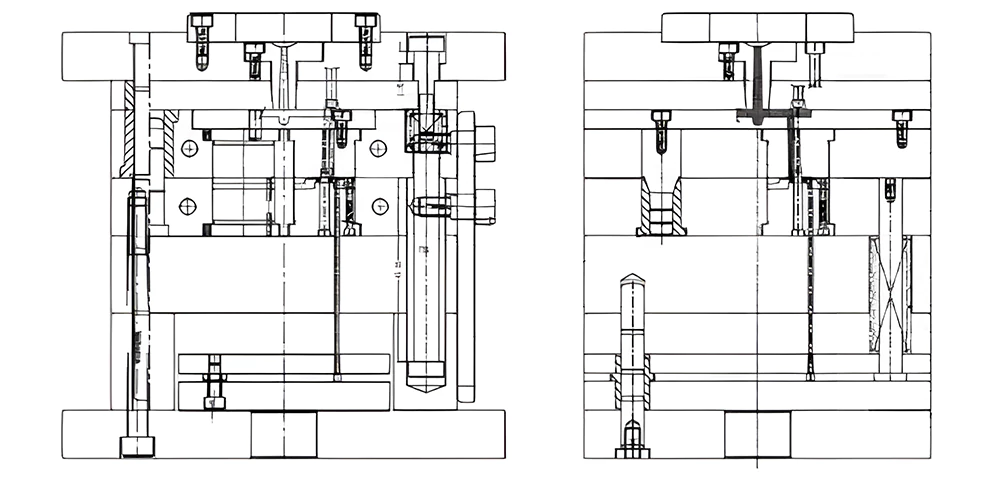
После завершения действия литья под давлением подвижная часть плесени начинает открываться под приводом машины для литья под давлением:
- Первый этап расставания: Из -за действия пружины 1 плита стриптизерша начинает расставаться с тарелки A. Действие штифта подъемника литника фиксирует основной канал на плите стриптизершей и заставляет ворота отрываться от продукта.
- Второй этапПрощание: После того, как плесень открывается 95 мм под действием узелки с завязкой, стриптизерша начинает отделяться от лицевой панели, высвобождая основной канал от куста в ливике.
- Третья стадияПрощание: По мере того, как плесень продолжает открываться, под действием узелки с завязкой, тарелка A начинает разместиться от тарелки B. После открытия до 90 мм пластина эжектора начинает перемещаться, вытесняя продукт. Во время этого процесса направляющие посты эжекторной пластины используются для повышения баланса выброса. Экжекторная пластина сбрасывается под действием пружины.
Производство пластиковых форм
В процессе формованных пластиковых шестерни, шестерня является ключевым оборудованием для формирования пластиковых зубчатых колес и обеспечения их точности. Пластиковую шестерню можно разделить на две основные детали: полость передачи и рама плесени. Полога зубчатого колеса, также известная как передача, является наиболее критической и точной частью всего процесса производства шестеренной формы.
1. Обработка полости передач
Обработка полости передачи является ключом к производству пластиковых форм. Литье пластикового зубчатого колеса является формой обработки «реплики». В этом процессе профиль зуба полости является деформированным шаблоном формы зубчатого зуба. Следовательно, важно строго контролировать точность размеров и шероховатость поверхности полости. Важно избежать дефектов, таких как заусенцы, эксцентриситет и царапины поверхности. Следовательно, должен быть установлен строгий процесс обработки полости передач, чтобы обеспечить точность производства полости.
В основном есть четыре метода для обработки полости зубчатого колеса: проводная резка, электрическая обработка (EDM), электроформирование и литье медного сплава бериллия. Каждый из этих методов имеет свои преимущества и недостатки для полостей обработки передач. Производители обычно используют проводную резку для составленных прямых цилиндрических зубчатых колес и, как правило, предпочитают EDM для спиральных зубчатых колес. Кроме того, они могут машины электроды, используемые для EDM полостей передач с использованием проводной резки. Для электродов спиральной передачи с небольшим углом спирали (меньше или равным 6 градусов), резка проволоков все еще применима.
2. Обработка рамки плесени
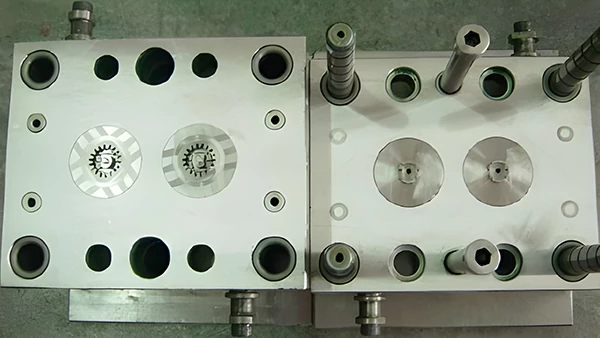
Рама плесени, также известная как основание для плесени, представляет собой вспомогательную часть формы передачи. Процесс обработки рамы плесени аналогичен обычным пластиковым подъемам. Следовательно, эта статья не будет уточнять по ней. На рисунке 8 показано фактическое изображение обработки рамы шестерни.